The natural choice
Sök

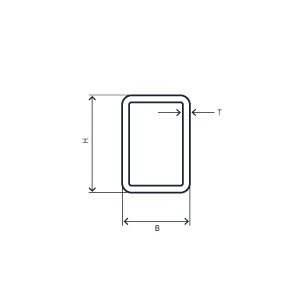


Rostfria Fyrkantrör EN 1.4301
Välj attribut för att se listpriset

Bearbetningsalternativ
+
Leveransalternativ
+
Lägg till certifikat
Ditt pris
Outletpris
Tack för ditt meddelande. Vi kommer att kontakta dig inom kort.
Produktinformation
De austenitiska stålen med beteckning 1.4301 (SS 2333) och 1.4307 (SS 2352) utgör den absolut vanligaste typen av rostfritt och innehåller ca 18% krom och 9% nickel. Skillnaden mellan de två sorterna är att 1.4301 tillåts ha lite högre kolhalt än 1.4307 vilket har som konsekvens att 1.4301 uppvisar marginellt högre hållfasthet. För svetsade hålprofiler bör i kritiska fall 1.4307 ändå väljas eftersom 1.4301 kan annars uppvisa nedsatt korrosionsbeständighet i området intill svetsen.
Vad avser grundstålet är hålprofiler i 1.4301/1.4307 standardiserat i SS-EN 10088-2 och 10088-4. Toleranser, tvärsnittsdata o s v finns standardiserade i SS-EN 10219-2. Tibnors program omfattar profiler med bredd 15-400 mm, höjd 10-300 mm och tjocklekar 1,2-12,5 mm. Vid tillverkning av profilerna utgår man ifrån kallvalsad eller varmvalsad plåt som glödgats och betats (ytbeskaffenhet är normalt 1D eller 2B). Plåten kapas till passande bredd och sedan formas till fyrkantformat och svetsas i längsled. Svetsmetoden är olika, exempel är plasma/TIG, laser eller elektrisk motståndssvetsning utan tillsatsmaterial. Slutligen förbättras svetsens utseende genom slipning.
Stålen 1.4301/1.4307 karakteriseras av god korrosionsmotstånd vid kontakt med vanligt, neutralt vatten såväl inomhus som utomhus. Beständigheten mot atmosfärisk korrosion är också god. Dessa stålsorter utgör dock ett mindre bra val om miljön är sur eller om den innehåller klorider. Då krävs stål med högre legeringsinnehåll.
Såväl 1.4301 som 1.4307 uppvisar mycket bra formbarhet och svetsbarhet så att vid behov utgör bockning, kallformning och svetsning av profilerna sällan något problem. Svetsens kvalité har kontrollerats genom omfattande provning så att risken för sprickbildning i samband med bockning eller annan kallformning är minimal.
Hålprofiler/fyrkantrör i stålsorter 1.4301/1.4307 erbjuds med två ytutföranden: obehandlat där svetsen har visserligen slipats för att avlägsna oxid men är fullt synlig eller med hela de plana ytorna slipade (Ra 1,0-1,4 µm). Toleranserna stipuleras i detalj i SS-EN 10219-2 men är som mest ±0,6-1,0% för bredd och höjd (beroende på dimension) och ±10% eller ±0,5 mm för tjocklek. Profilerna har god rakhet, med högst tillåten pilhöjd 0,0015 gånger längden.